PREV ARTICLE
NEXT ARTICLE
FULL ISSUE
PREV FULL ISSUE
ARTICLE DETAILS BRITAIN'S MUSHROOM FARM COUNTERFEITING OPERATION
Britain's Daily Mail has a fascinating article about a gang of counterfeiters who produced about five million counterfeit one-pound coins while operating in hiding on a mushroom farm.
-Editor
Cardboard boxes and polythene wrapping were piled up in front of two wardrobes, and sacks of sand and grit were stacked next to a cement mixer. A blue tarpaulin lay in a bundle on the floor and a couple of rubbish bags filled with old UHT milk cartons were lined up by the wall. A Robbie Williams poster hung on the door. Among this scattering of rubbish, carefully piled on a makeshift bench, were several smaller cardboard boxes, each sealed with gaffer tape. Inside the boxes were thousands of shiny £1 coins. This was what the officers were looking for. In the next, slightly tidier but equally makeshift hut, there were several more identical boxes. They too were filled with coins. A couple of buckets next to a cement mixer were filled with more. It was a sizeable hoard - more than 70,000 £1 coins.
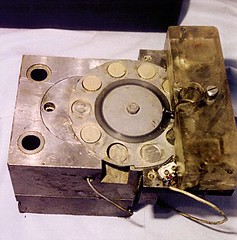
'We'd put 5,000 blanks at a time into vibrating machines along with a jewellery-cleaning compound and a drop of water. By the time the machine had finished its cycle, the blanks were nice and clean.' Cook and another member of the syndicate, Chris Turner, would then transfer these blank coins to another vibrating machine and mix them with a sand-like substance, Maizorb, which dried and polished the pieces of metal. Next the coins went into a rotating wheel that pressed them against plates that imprinted them with lettering and milled edges. The third stage saw the coins fed into a hydraulic stamping press that contained Perspex blocks housing the two cast-metal dies used to stamp the blanks. These dies were copies derived from genuine £1 coins. The syndicate was supplied with a variety of different designs. 'The blanks are squeezed at around 40psi, which means the sides are pushed out, and this imprints the lines on the edges,' says Cook. The machine finally throws out newly minted pounds. Once out of the stamping machine, Cook and Turner would shovel batches of 20,000 coins into a cement mixer, which would churn the freshly polished and golden-hued fakes to the point where they had a suitably 'aged' appearance. On a good day Cook could produce as many as 20,000 coins, though he says it was usually closer to 10,000. 'We'd start the process off on a Monday and make sure that the coins were ready and bagged up by Friday ready for the weekend. We had a weighing machine and the coins would be split up into bags of 1,000. Each batch weighed 21lb.'
To read the complete article, see:
Heads or tails? One of these £1 coins is a fake. Today every one in 40 is a counterfeit
(www.dailymail.co.uk/home/moslive/article-1230900/Heads-tails-One-1-coins-fake-Today-40-counterfeit.html)
The Numismatic Bibliomania Society is a non-profit organization promoting numismatic literature. See our web site at coinbooks.org. To submit items for publication in The E-Sylum, write to the Editor at this address: whomren@gmail.com To subscribe go to: https://my.binhost.com/lists/listinfo/esylum All Rights Reserved. NBS Home Page Contact the NBS webmaster 
|